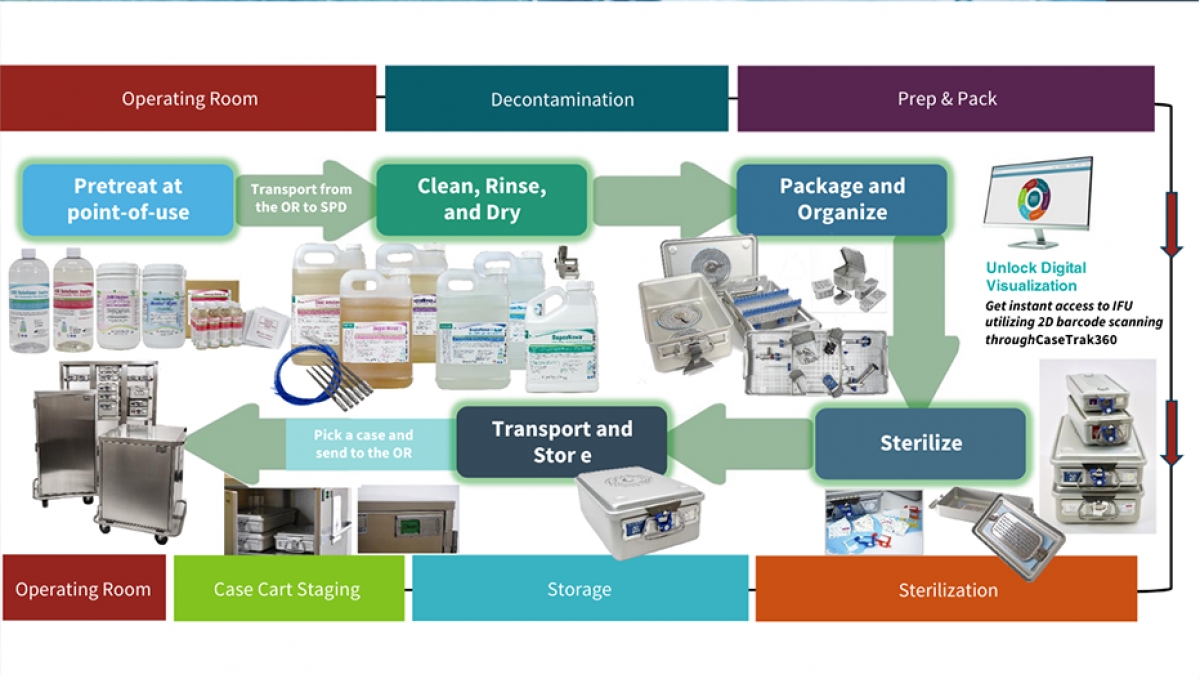
Case Medical provides a comprehensive portfolio of instrument processing solutions that support decontamination, inspection, assembly, packaging, sterilization, transport, and asset management—from one procedure to the next.
Smarter Care Through Standardization
As a just-in-time manufacturer, we understand that systems operate smoothly when you have only what you need to do your best. Healthcare facilities are looking at the total cost of ownership to reduce waste and ensure what is needed is in stock, even during challenging times and supply chain shortages. This is why Case Medical, a vertically integrated manufacturer, addresses the challenges of sterile processing and the OR with the necessary US-made products for instrument processing and infection control. We are in the business of manufacturing products directly under our roof, just in time, for patient care that “do no harm.”


Standardization and Sustainability Go Hand in Hand
A long time ago, we at Case Medical discovered that having too much stuff simply made no sense. You need only what is necessary to do the job. Over the years, we have worked to standardize our operations, manage our supply chain, and reduce unnecessary SKUs. It began when we realized, as a manufacturer of custom graphic trays on an OEM basis, that we simply had too many designs and unnecessary components to develop the trays in an efficient and sustainable way. Simply put, having too much stuff and unnecessary items creates “muda” (waste). A smarter option is to standardize for efficiency and apply the savings to a better purpose: customer satisfaction, turnaround, cost savings, and rewarding our staff who make it happen. We discovered that standardization, by extension, is sustainable.
Systems That Work Together
Standardization works best when products are designed to function together as a system. That is why our SteriTite® containers, trays, inserts, and components are universally compatible, interchangeable, and work as a system. Our Case Solutions® and SuperNova® instrument chemistries are formulated from a short list of EPA-certified ingredients (SCIL), and each solution can be used for multiple purposes. Every product in our portfolio is fully compatible with or complements another. From SteriTite® Rigid Sterilization Containers and Surgical Case Carts to Case Solutions® instrument chemistries and RO water treatment systems to CaseTrak360® with Digital Visualization putting it all together, our products are engineered to be compatible across the instrument processing cycle.


The Path Forward
Our standardized approach helps facilities reduce harmful variation in care, improve patient and staff safety, achieve consistent, validated outcomes, streamline workflows, and reduce waste. By combining thoughtful design, validated processes, and data-driven planning, we help healthcare teams simplify workflows, reduce variation, and improve operational reliability. This translates into a sustainable solution that addresses the total cost of ownership through durability and reuse. Standardization isn’t about limiting choice; it’s about enabling smarter care through systems that work. Contact us today to discover how our Ten-Year SteriTite Container Warranty Plan and how using our compatible consumables can make all the difference.




